








Модернизация расточных станков
Предприятия консорциума «Россибмаш» предлагают модернизацию старых расточных станков типа СР-1, СР-2, СР-3, СР-4 и их аналогов с гидравлическим приводом подачи или электромеханическим.


Для модернизации срок эксплуатации старых станков не имеет значения. Станина остаётся на фундаменте, заменяются только бабки, узлы крепления ТЭД на станке, органы управления и электроразводка.
Модернизированный станок имеет ряд преимуществ:
- повышается точность обработки, в частности такие показатели, как овальность и конусность достигают значений 0,02-0,05 при требуемой 0,3;
- отсутствие сложной в эксплуатации гидравлической системы и насосных установок высокого давления с присущей ей утечками масла, частой сменой уплотнительных манжет гидроцилиндров, сложностью регулировки;
- простота управления и надежность в эксплуатации;
- модернизация обходится значительно дешевле покупки нового станка.
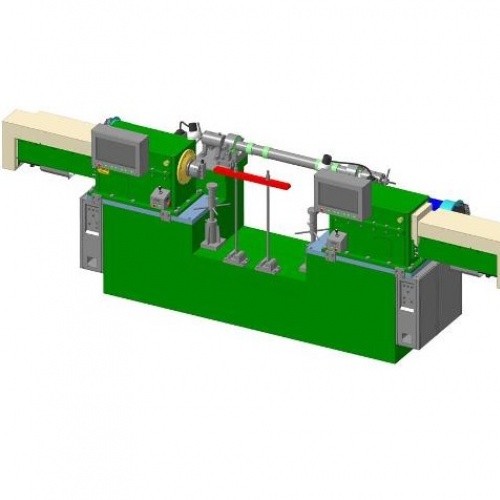
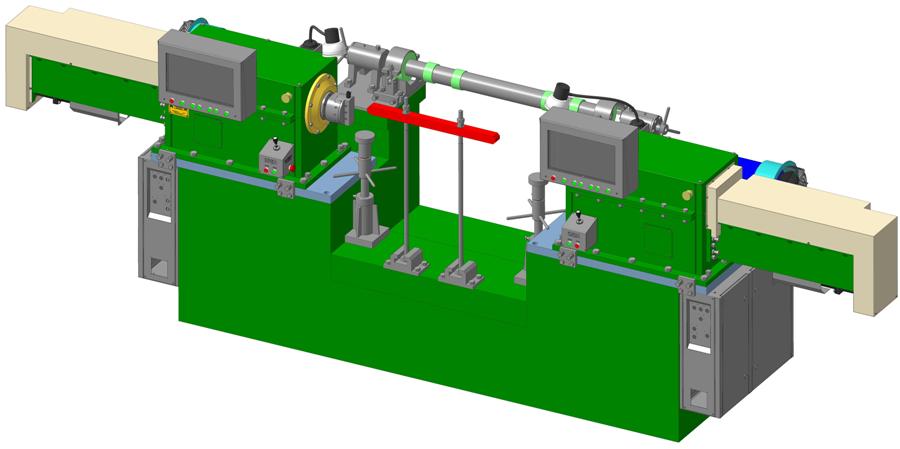
Также Вы можете заказать новый станок модели СРС-4М
Технические характеристики
| Параметр | Размерность | Значение |
| Типы растачиваемых тяговых электродвигателей | - | ТЕ-006, ЭД-118А, ЭД-118Б, НБ-418, НБ-418К6, НБ-514, ТЛ-2К, ТЛ-2К1 и другие |
| Технологические базы для установки ТЭД на станке в собранном виде | - | Концы вала якоря или один конец вала якоря со специальной технологической проставкой с противоположной стороны |
| Технологические базы для установки остовов ТЭД на станке | - | Внутренние поверхности горловин остова под подшипниковые щиты с использованием специальной технологической оснастки для каждого вида ТЭД |
| Привод вращения шпинделя | - | электромеханический |
| Привод подач резцовой головки | - | электромеханический |
| Количество шпиндельных бабок | шт. | 2 |
| Порядок работы шпиндельных бабок | - | независимый |
| Установленные рабочие скорости вращения шпинделя | об/мин | 60, 90, 120, 240 |
| Пределы плавной регулировки скорости вращения шпинделя | об/мин | 60 - 400 |
| Установленные рабочие подачи | мм/об | 0,06; 0,08; 0,1; 0,12; 0,15; 0,2 |
| Пределы плавной регулировки рабочих подач | мм/об | 0,06 - 0,5 |
| Суммарная установленная мощность электродвигателей | кВт | 9,5 |
| Параметры электросети: частота напряжение | Гц В | 50 380/220 |
| Габаритные размеры станка, не более | мм | 5420 х 1400 х 1540 |
| Масса станка, не более | кг | 7000 |
Некоторые рекомендации, оптимизирующие работу станка СРС-4М
- Обработка резанием и режимы расточки моторно-осевых подшипников (по баббиту), устанавливаемые на станке ничем в принципе не отличается от общепринятых и известных режимов обработки данных видов материала.
- Однако, производительная и качественная механическая обработка моторно-осевых горловин, помимо всего прочего, во многом зависит от качества наплавки их рабочих поверхностей, которая в подавляющем большинстве случаев на ремонтных предприятиях производится ручной электродуговой сваркой (наплавкой) продольными швами.
- Расточка по стали наплавленных поверхностей горловин ТЭД весьма сложный технологический процесс, зависящий от состояния наплавленного слоя металла, поэтому работоспособность и производительность станка, качество обработанной поверхности, стойкость резцов, напрямую зависят от качества наплавки внутренних поверхностей моторно-осевых горловин.
- Ручная и малопроизводительная наплавка продольными швами не обеспечивает необходимого состояния наплавленных поверхностей – оптимальной толщины и качества наплавленных валиков, что самым отрицательным образом влияет на операции расточки. Значительно увеличивается время и снижается качество механической обработки на любых расточных станках и преждевременному выходу из строя их шпиндельных узлов за счет многократно повторяющихся ударов резца о неравномерно наплавленную поверхность.
- Одновременно с этим ручная наплавка, как правило, приводит к перегреву относительно тонкостенных горловин ТЭД и недопустимым короблениям остова со всеми вытекающими для качественного ремонта ТЭД и его последующей эксплуатации отрицательным последствиям.
- Наплавленный ручным способом металл по своему сечению имеет неоднородные физико-механические свойства, химический состав и микроструктуру, а также большую неравномерность толщины наплавки по диаметру. Механические свойства наплавленного металла значительно превосходят таковые у обычной нормализованной стали, что приводит к иным уровням режимов обработки (скорость резания, глубина резания, подача, заточка резца и его стойкость и т.д.). Скорость резания при обработке наплавленного слоя по различным источникам составляет примерно 60-65% скорости резания по нормальной стали.
- Автоматическая дуговая наплавка в среде углекислого газа кольцевыми швами с использованием наплавочных установок типа УН-4М и наплавочно-технологических комплексов НТК-3 , производимых предприятиями консорциума «Россибмаш», обеспечивает оптимальные свойства и состояние наплавленного слоя металла и практически исключает все недостатки ручной наплавки.
 ВНИМАНИЕ
ВНИМАНИЕ
Расточка МОГ по наплавке сложный технологический процесс, во многом зависящий от состояния и качества наплавленного слоя металла, ручная наплавка продольными швами с большими неравномерностями по высоте негативно отражается на работоспособности станка, его производительности и качестве обработки.
При расточке многократно повторяющиеся удары резца при первых проходах приводят к преждевременному выходу из строя подшипниковых узлов шпиндельных бабок, а также к частым поломкам режущей кромки самого резца.
При ручной некачественной наплавке МОГ станок в большинстве случаев практически является обдирочным и чистовым, на котором производится первоначальная обдирка при тяжелых условиях расточки с последующей чистовой обработкой на нем в заданный размер.
Ручная некачественная наплавка МОГ не может гарантировать нормальную и долговременную работу станка.
Нормальная и долговременная эксплуатация станка при расточке МОГ может быть обеспечена и гарантирована за счет качественной автоматической наплавки горловин круговыми швами в среде защитных газов на наплавочном комплексе типа НТК-3 , производимом предприятиями консорциума «Россибмаш».
Качественная автоматическая наплавка МОГ на технологических комплексах НТК-3 , как правило, исключает обдирку резцом по корке и обеспечивает резание по основному слою наплавленного металла с минимальным числом проходов.
Совместное использование наплавочных комплексов НТК-3 со станками СРС-4М – один из путей повышения качества, производительности и снижения издержек при ремонте ТЭД.
Если вас заинтересовал данный товар, можете его заказать или задать интересующий вопрос, использую эту форму.
Мы с вами обязательно свяжемся:




